SCHMIDT® サーボプレス
比類ない精度と適応性。
サーボ駆動のスピンドルだけでは十分ではありません。成功のカギは複雑なアセンブリを素早く、正確にコントロールすることが重要です。
駆動ユニット、工程管理システム、コントローラを組み合わせたSCHMIDT®サーボプレスが問題解決のお手伝いをいたします。SCHMIDT®サーボプレスはリアルフォースコントローラを備え、他メーカーには無い特徴を備えています。
- 基準値に素早く到達。
- 目標値を越えない。
- フォースが大きく変わっても位置決め精度は1/100mmのまま。
- 高精度のフォースコントロール。
- パラメータ調整可能。
ーアプリケーションごとに最適化。
ーPLCプログラム不要。
ーストロークスピードをプリセット可能。
(誤入力を避けられます)
ー加工時間を最適化すれば、フォース/時間[F/t]、ストローク/時間[s/t]グラフから工程間の解析が可能。従来のコンピュータ制御フォース/ストローク[F/s]グラフでは信頼性の高い記録とグラフ表示を比較できなかった。
- Press Type 605
- Press Type 616
- Press Type 617
- Press Type 620
- Press Type 650
- Press Type 655
- Press Type 660
- Press Type 680
-
■サーボプレスSP
型式 SP605 SP616 SP617 SP620 SP650 SP655 SP660 SP680 最大フォース
S3モード20秒間のうち25%kN 1 5 14 35 75 110 160 250 100%連続運転時 kN 0.5 3 7.5 20 50 80 110 200 ストローク mm 150 200 300 400 500 500 350 350 最高スピード mm/s 0-300 0-200 0-200 0-200 0-200 0-100 0-100 0-50 ドライブ分解能 μm 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 PDA分解能ストローク μm/inc 2.2 3.2 4.6 6.1 7.6 7.6 5.4 5.4 PDA分解能フォース N/inc 0.3 1.5 3.75 10 24 32 48 75 オーバーハング量 mm 130 130 150 160 160 160 160 160 モジュール寸法 mm 636 / 89 / 155 599 / 124 / 258 892 / 144 / 318 1077 / 190 / 384 1250 / 243 / 561 1250 / 243 / 561 1249 / 249 / 552 1249 / 249 / 552 モジュール質量 kg 11.6 25 64 113 225 225 283 283 ラム内径 mm 6H7 10H7 20H7 20H7 20H7 20H7 20H7 20H7 ラム外径
(円形=φ 角型=□)mm φ25 φ40 □42 □55 □65 □65 φ90 φ90 取付けフレーム最大質量 kg <=5 <=15 <=25 <=50 <=100 <=100 <=100 <=100
フレームテーブル穴径 mm φ20H7 φ20H7 φ40H7 φ40H7 φ40H7 φ40H7 φ40H7 φ40H7 ワークハイト
(680Hフレーム)mm 246 300 387 518 612 507 500 500 テーブルハイト mm 93 113 128 155 190 220 220 178 テーブルサイズ mm 160×140 220×175 250×200 300×200 370×230 370×230 370×230 370×230 フレーム奥行き
(680Hフレーム)mm 365 405 460 563 636 725 761 614 フレームハイト
(680Hフレーム)mm 510 630 780 1080 1050 1050 1097 942 トータルハイト mm 1015 1062 1467 1810 2012 2032 2036 2062 重量 kg 45 101 166 334 553 757 805 867 >SCHMIDT サーボプレスのiPROS特設サイト
>SCHMIDT サーボプレスのイプロスものづくり 仲精機サイトへ -
視覚化、保存作業は以下の特徴を組み合わせて実現しています。
- 測定機能内蔵(走査速度2000Hz)
ーストローク測定あそびなし。フォース測定横圧なし。 - プロセス信号増幅
ー電磁干渉に耐性あり(EMC)。 - SCHMIDT®プロセスコントローラ700または7000(PCシステム)が必要
ーPLCアルゴリズム最適化。
ーフォース[F]、ストローク[S]または外部信号を同時に用いて加工するため。
ー入力方法は自由に選択可。 - CNC内蔵型ソフトウェアPLCですばやく加工
- フォース調整位置決めに特化した外部コマンドセット付CNC
最適なアプリケーション
TDC:上死点(調整可能) PS:プレス開始点 プロセスデータ記録開始(調整可能) PP:測定ポイント(設備の構造による)
IP:中間ポイント 測定のため(調整可能) EP:エンドポジション(調整可能)
ストローク管理
基本のストローク。そり補正を兼ね備えた代表的な例。上死点・プレススタート・測定ポイント・エンドポジション・そり補正があれば終了点までより正確に圧入できます。
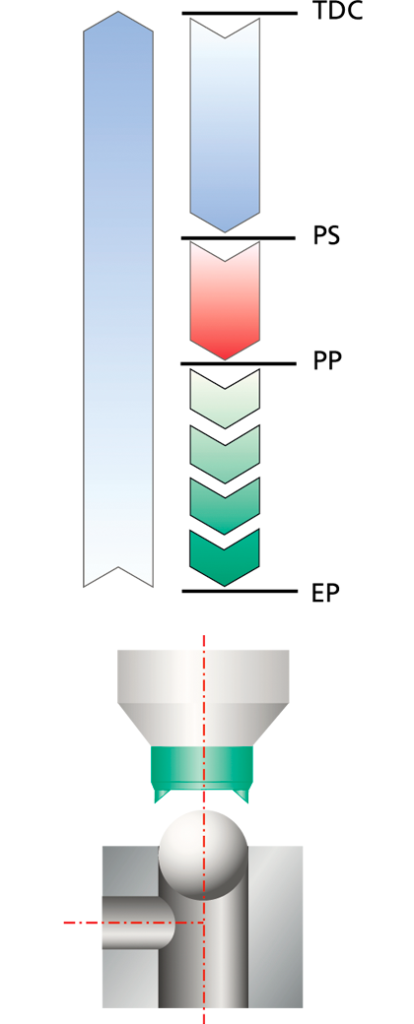
フォース管理
規定のフォースに達するまでプレスする。素材圧縮等のアプリケーションに最適。上死点・プレススタート・測定ポイント・エンドポジション・ボールで栓をする(ボールを圧入しクリンプする)等のアプリケーションに最適。フォースはストロークとは関係なく、素材の密度と把握力の兼合いで決定します。
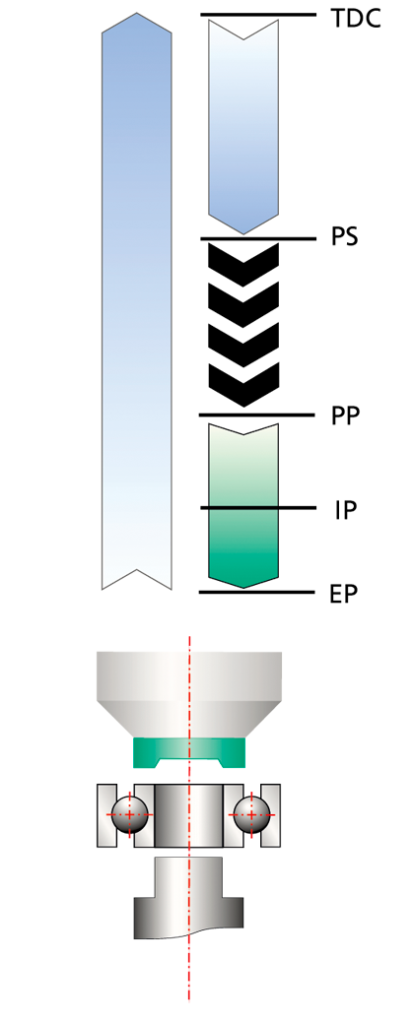
デルタストローク管理
(フォース測定付)ワークの公差が検出されなければなりません。プレスは表面を検出しプログラムで決められた通りプレスします。上死点・プレススタート・測定ポイント・中間点・エンドポジション所定のフォースでプレスし、目標に接触したところからストロークを測定しエンドポジションまでストロークします。
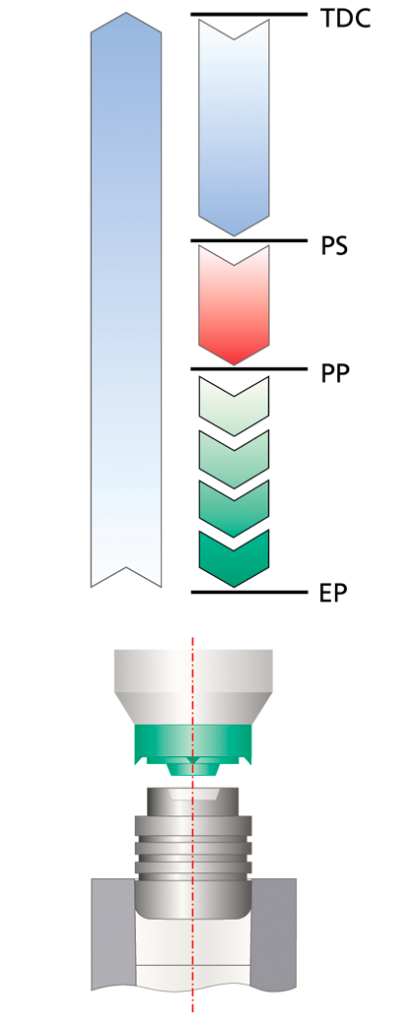
フォース上昇管理
フォースの上昇率プリセット通りであればリターンストロークを開始。上死点・測定ポイント・エンドポジション・シーリング、プレス成型等のアプリケーションに最適。
- 測定機能内蔵(走査速度2000Hz)